










(Continued from Part 1.)
WHAT DO YOU HAVE TO DO?
You will need to create a space within this block of aluminum to install the fire control group: The trigger, hammer and safety selector control. Here is how that’s done:
Setup of the Easy Jig 2
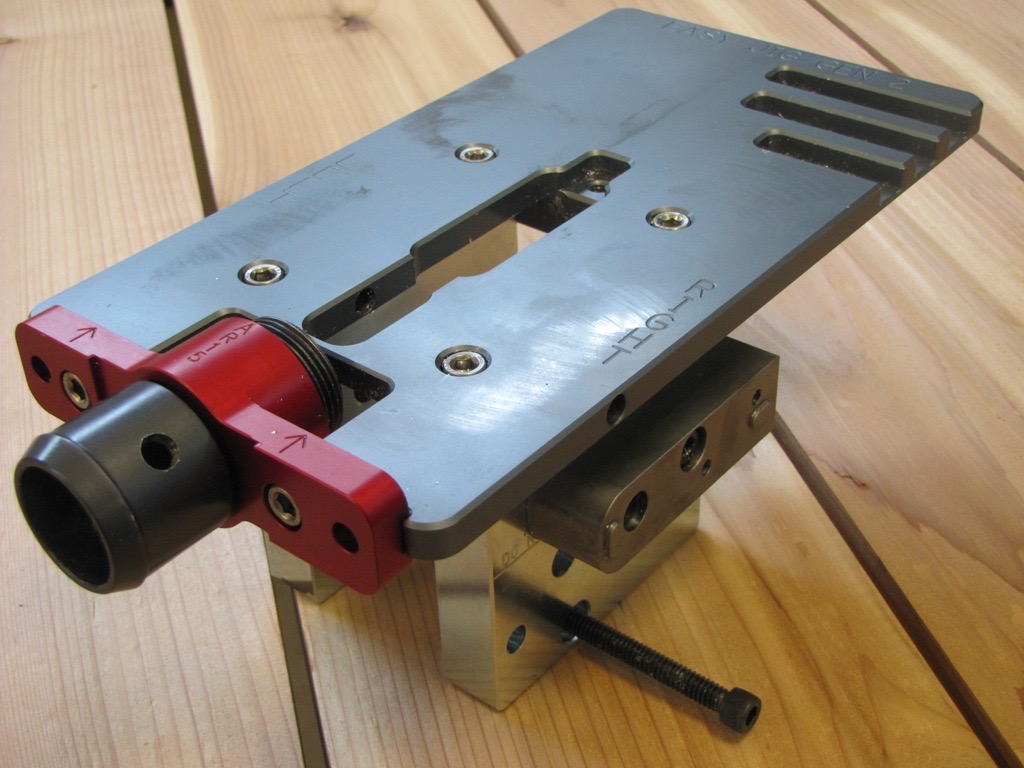
So, the Easy Jig 2 is a very cool tool! It is extremely heavy duty. Several of the parts do double duty; it is very well-engineered. Assembly is simple: (Photo 1) attach the two square side plates to the top plate. The words “AR-15” are at the top and there is a right and left. (If milling an AR-10 lower receiver the plates are rotated and attached in the same location with the words “AR-10” facing up and out). The red buffer screw holder is attached with 2 bolts with the letters “AR-15” facing up. (Turn it over, rotate it and use the 2 outer holes for an AR-10). The drill extension pieces are bolted to the two side plates. (These are not used on the new Easy Jig 3). Start the buffer tube screw into the red holder. Done.
Insert the lower into the jig
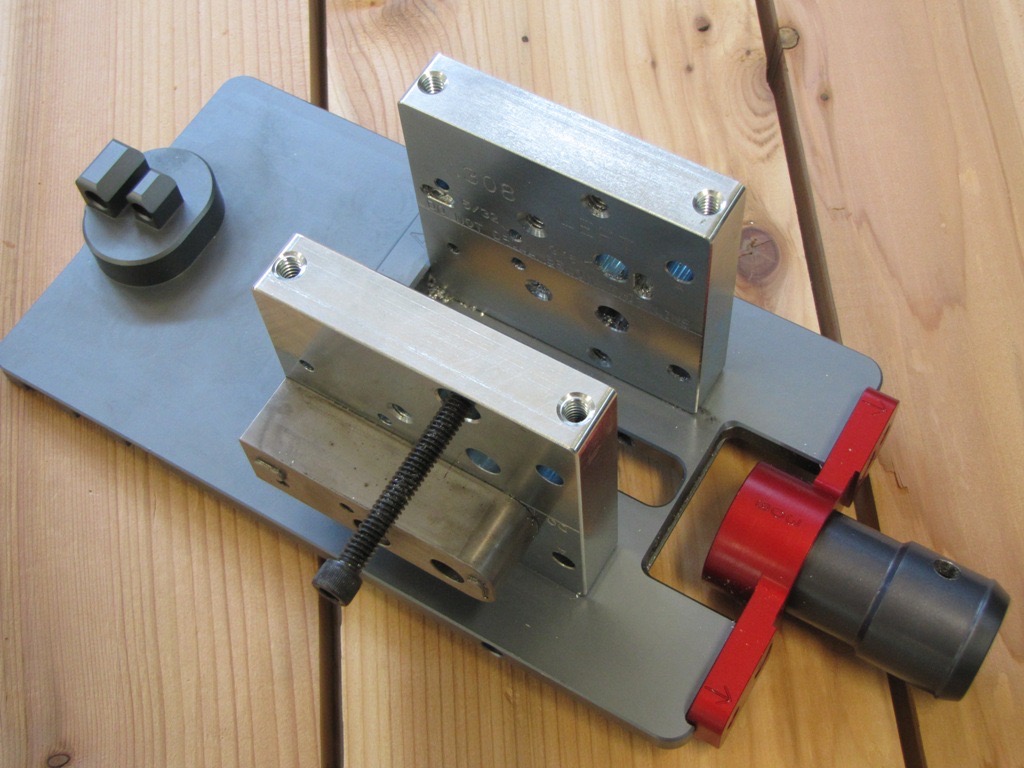

Turn the jig upside down and insert your 80% lower (Photos 2 & 3). Thread the buffer screw through the red holder and into the buffer tube threads in the receiver. Leave it loose for now. There is a short pin with a ring on it: push it through the front holes in the jig and through the front pivot pin holes. It will lock into place.
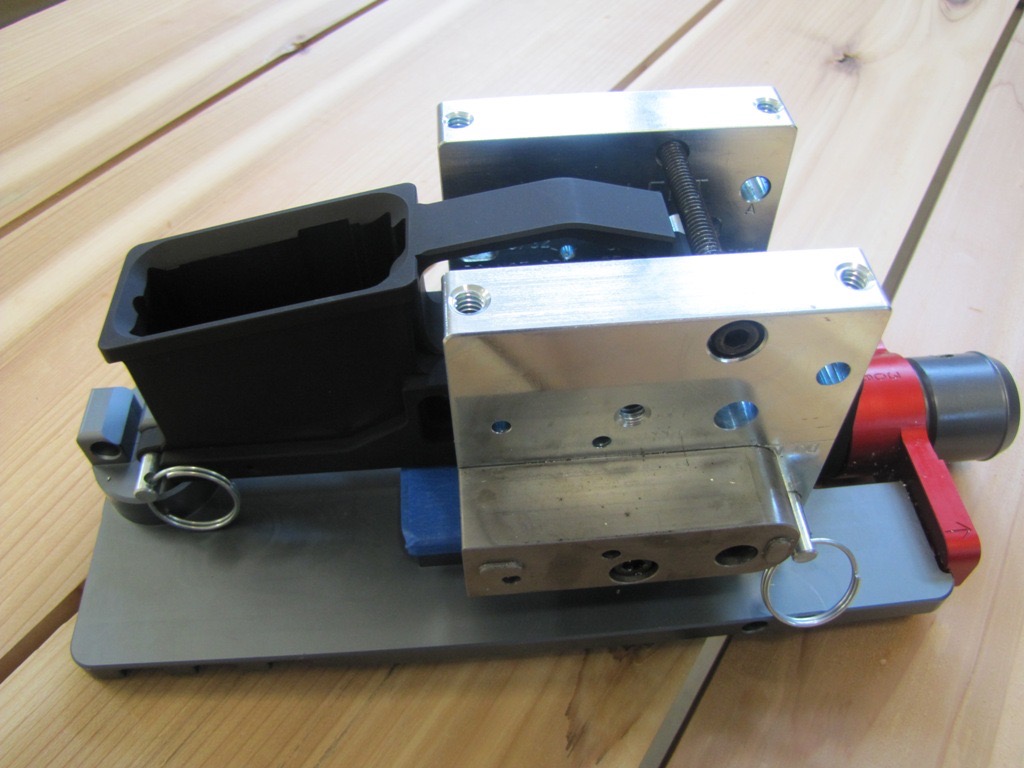
The long pin goes through the hole marked “A” in the side plates, and through the rear takedown pin hole. (Yes, it’s the “A” hole – did they do that on purpose?) The long black bolt gets tightened between the 2 big side plates to keep them from moving in the vise and the buffer tube screw gets tightened securely. With these 4 attachments the lower is totally solid in the jig: no movement at all (Photo 4). Also, if you take the lower out of the jig and need to do more milling later the lower goes right back into precisely the same location in the jig. Ask me how I know this!
Pilot Hole
Lock the jig into a vise. I really liked using my drill press vise for this project. It kept the work plane at a comfortable height when I was seated. Right at a good eye level and comfortable for my arms when milling. Make sure everything is level. There is a metal block that bolts to the jig top router plate. It sticks up about one-half inch when bolted on (Photo 5). Use a 21/64” drill bit, with lots of cutting fluid in the hole and on the bit. Drill all the way through the lower receiver; about 1.3 inches. It took me 2 to 3 minutes to accomplish this.
Be patient, use a medium cutting speed on your drill, and just medium pressure. This keeps the bit and the workpiece cooler and prolongs drill bit life. You will hear the drill motor slow down as you near the bottom of the hole. In fact, it may grab and stop. You may have to reverse the drill; you may have to remove the bit, clean out shavings and relubricate. Use a corded drill for all the drilling steps. 80% Arms states that cordless drills don’t have enough power for the drilling steps. (However, I notice they are using a cordless drill in their new Easy Jig 3 video!) This pilot hole serves as the beginning point for each milling pass with the router (Photo 6).
You have now made one machining step on your 80% complete lower. Even though it is not functional at this stage, it is now legally considered a firearm!
Router set up
The router bit is proprietary to the Easy Jig 2. A router is used for the milling. A modern router will make life easier here. Really, don’t try to use your father’s 30-year-old router. I used a Makita RT0701C. There is a list of tested routers and comments about them here (See page 24, Appendix A). There is a small router attachment plate included with the jig kit. It does not fit all routers, so make sure yours is compatible. (They like the Dewalt DWP611 and the Ridgid 2401.) With the router cord unplugged, remove the existing round plate at the base of the router and install the plate that came with the jig with 4 non-tapered screws. (From the router or the ones included in your kit). The opening in the router attachment plate faces away from the router power cord. Remove the collar from the router and loosen the collet nut. Insert the end mill and tighten the collet nut very tight. Then tighten it again!
Milling the trigger pocket
Work in a garage or shop. You will get lots of aluminum shavings and some oil on your table or bench and floor. I read that the volume of the aluminum chips is 15 times the volume as a solid! You are also using cutting fluid, so it’s a bit messy. Attach your shop vacuum hose to the open end of the red 1-1/4” buffer screw support. (You might need to MacGyver it with duct tape).
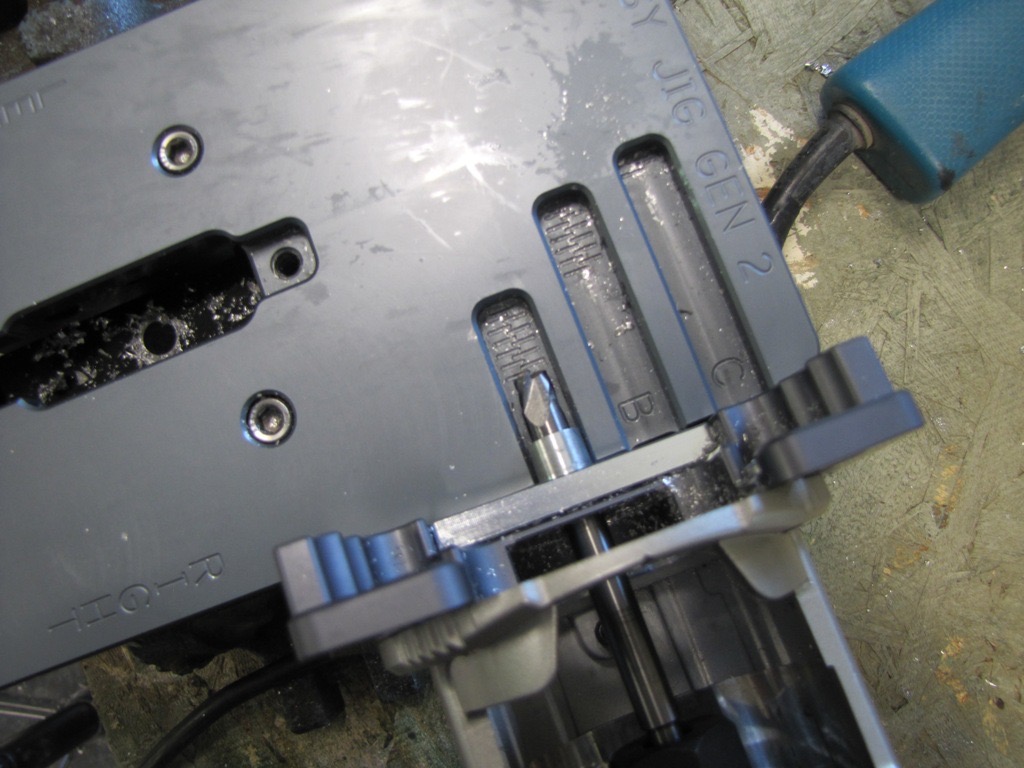
Look at the top of your lower receiver (Photo 3). Is there a square hole already milled out right in front of the buffer tube threads? If so, it’s a generation 2 lower. If it is generation 2, move that long pin from the “A” hole into the hole in the router plate, as seen in Photo 1 near the letter “T” in “RIGHT”. This keeps you from milling too far back. You may have to loosen the buffer screw to get the pin out, then tighten up the buffer screw again.
If you have a generation 1 lower receiver, the whole top of the lower is flat. You must mill out that rear pocket, so leave the long pin in the “A” hole for now. Sorry.
On the jig top router plate are 3 pockets labeled “A”, “B” and “C”. Turn the router sideways and set the end mill tip into pocket “A”. Adjust the tip just to the first hash mark in pocket “A” (Photo 6).
Give a squirt of WD-40 or cutting fluid of your choice on the top of the lower receiver where you will mill. Turn on the shop vac. Make sure that you have your hearing and eye protection on! You will have to adjust the router RPM based on your judgment. 80% Arms suggests starting at 75% of maximum speed and adjusting to find your optimum setting.

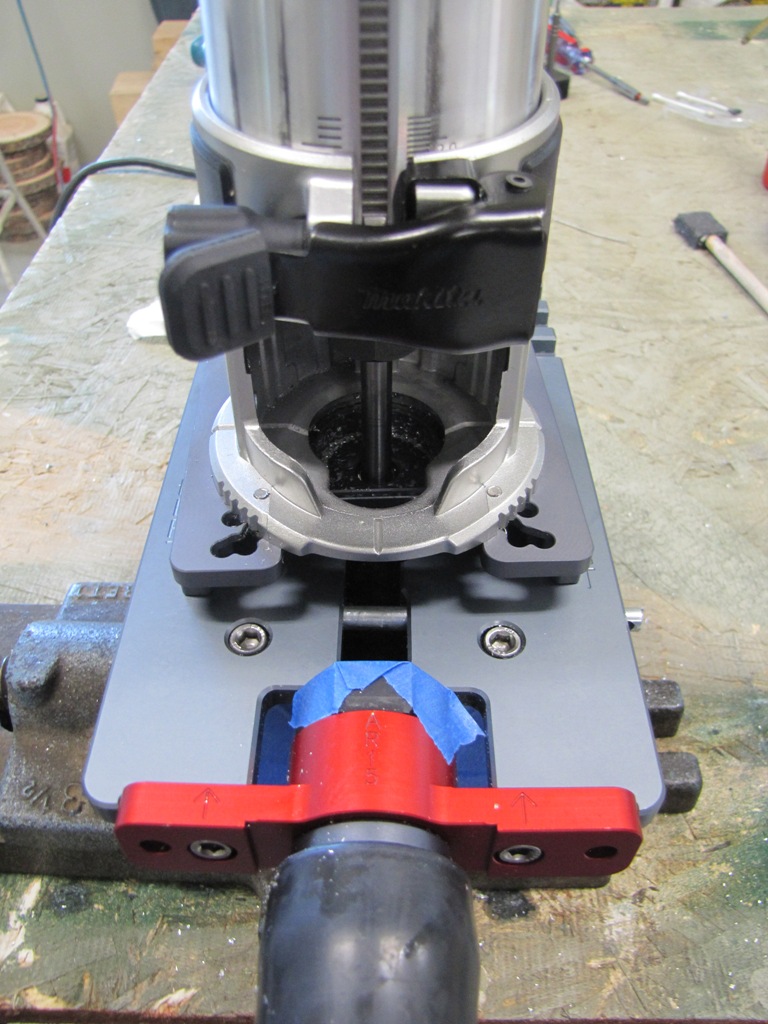
Insert your end mill (in the router and adjusted for depth) into the pilot hole with the power off (Photos 7 & 8). Make sure the router attachment plate is positioned flush on the router plate (the top of the jig). You should be able to rotate the router around its axis, but it should not move in the x or y directions. Hold the router in a firm two-hand grip where you can reach the power switch with at least one hand. The grip is firm, to hold the router down on the router plate. It’s not a death grip; you must be able to slide the router around the plate to mill. Starting at the pilot hole make small CLOCKWISE circles working away from the buffer tube in the center of the pocket you are milling. When you reach the limit of movement, reverse travel direction back toward you, clockwise. Again, when you reach the limit, go around the edges with the end mill up against the router plate, again moving clockwise.
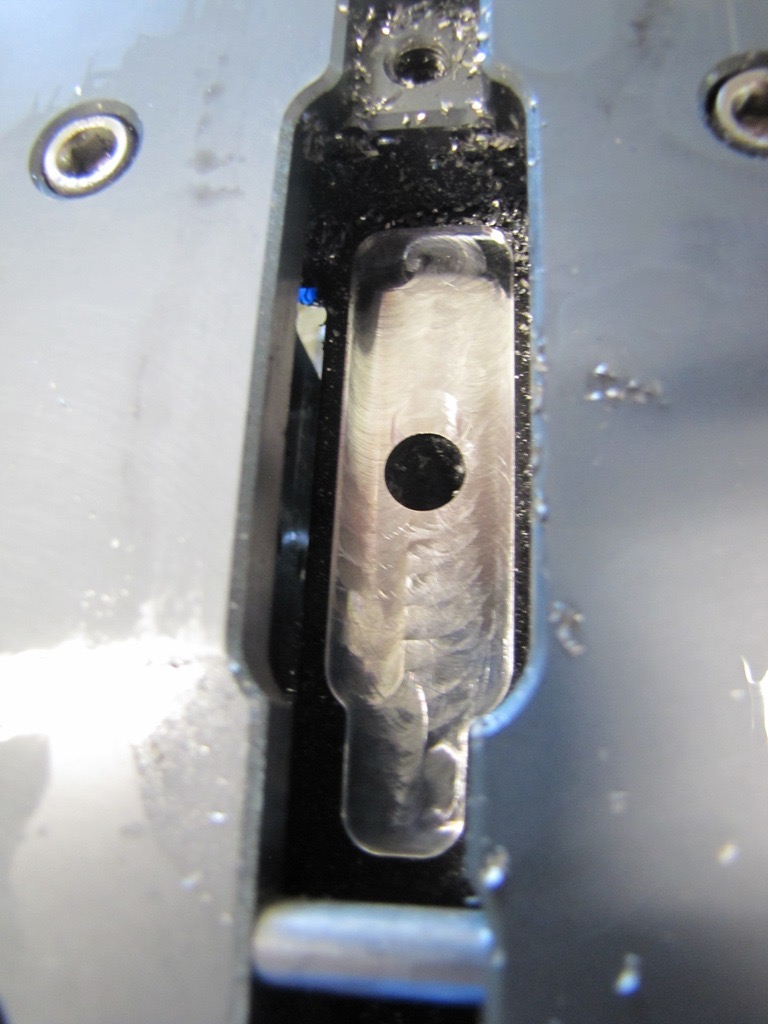
Give special attention to the corners and shoulders. I make a final pass through the center in case the end mill bit shifted at all. If the end mill extends, it goes deeper and can leave a slightly elevated ridge down the center. Turn off the router, wait for it to stop completely, then lift it out of the pocket. Check the end mill depth on the hash mark to be sure the bit isn’t slipping, or the collar on the router isn’t slipping. Adjust the end mill depth to the second hash mark on pocket “A”. Brush any remaining aluminum chips off the router top plate, the trigger pocket you just milled, and the bottom of the router. Sweep chips remaining in the trigger pocket toward the vacuum with a 1” foam brush. Give another squirt of WD-40, set the end mill in the pilot hole and make a second pass. Photo 9 shows the trigger pocket after a pass or two with the router.
Moving the router around is more by feel than by sight. Most of the time you cannot see down into the trigger pocket. When milling the edges of the pocket, just keep pressure on the router so the bushing built into the router adapter plate stays against the edge of the jig top plate opening. This will result in a very nice straight edge. It’s like running a pencil around inside a stencil.
Continue with each hash mark in pocket “A”. If you have a generation 2 lower, you just continue with pocket “B”. If you have a generation 1 receiver, now move that long pin from the “A” hole to the hole in the router top plate to protect that rear shelf area from further milling.

For pocket “B” 80% Arms recommends advancing just a half of a hash mark at a time. As the end mill gets extended more and more, there is less support on the end mill and more likelihood of a little wobble. Cutting less material at a time gives a much smoother job with less vibration and chatter. When you get to the bottom of pocket “B”, the trigger pocket is complete. Also, roughly halfway into pocket “B” you will see another hole appear in the trigger pocket (Photo 10). This is normal, it’s a hole that was drilled from the bottom by the manufacturer that will be used to secure the grip when you install your lower parts kit.
Milling the trigger slot


Now the drilling block is reinserted, this time upside down, so it fits down flush with the router plate (Photo 11). Adjust the end mill on the first hash mark in pocket “C”. This time the end mill goes through the oval opening in the drilling block. Again, put the end mill into that same pilot hole. Slowly make a few more clockwise passes, advancing until the end mill is at the bottom of pocket “C”. The milling steps are now finished! Next, remove the drill block (Photo 12).
Drill the hammer pin, trigger pin and safety seLEctor holes
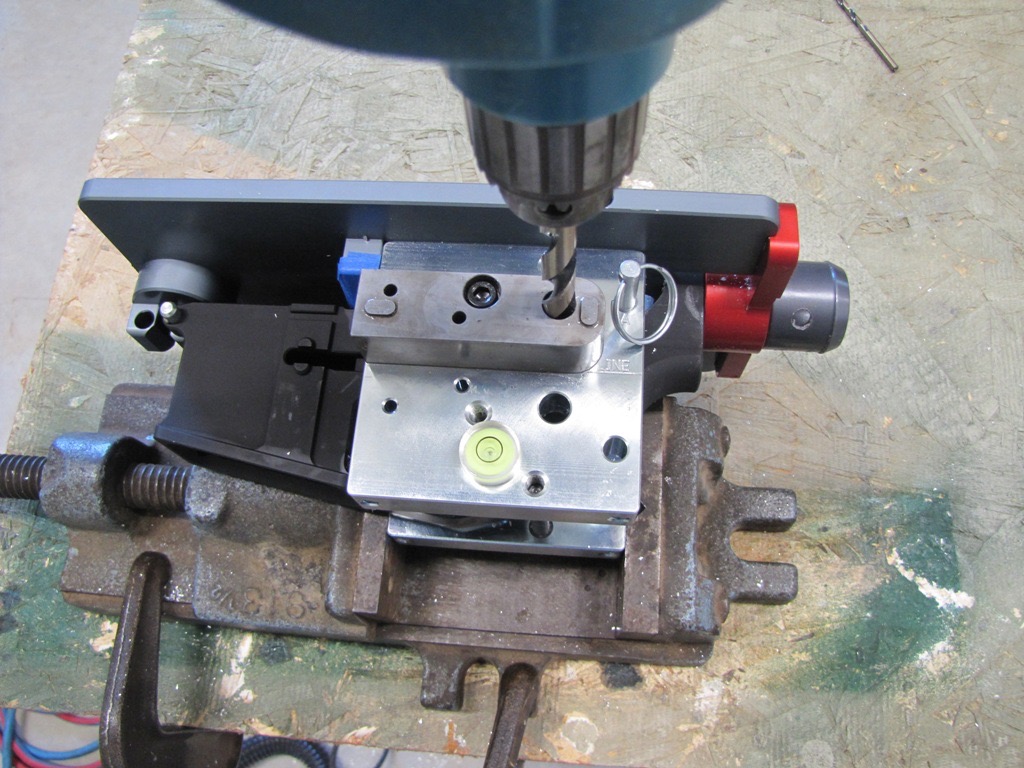
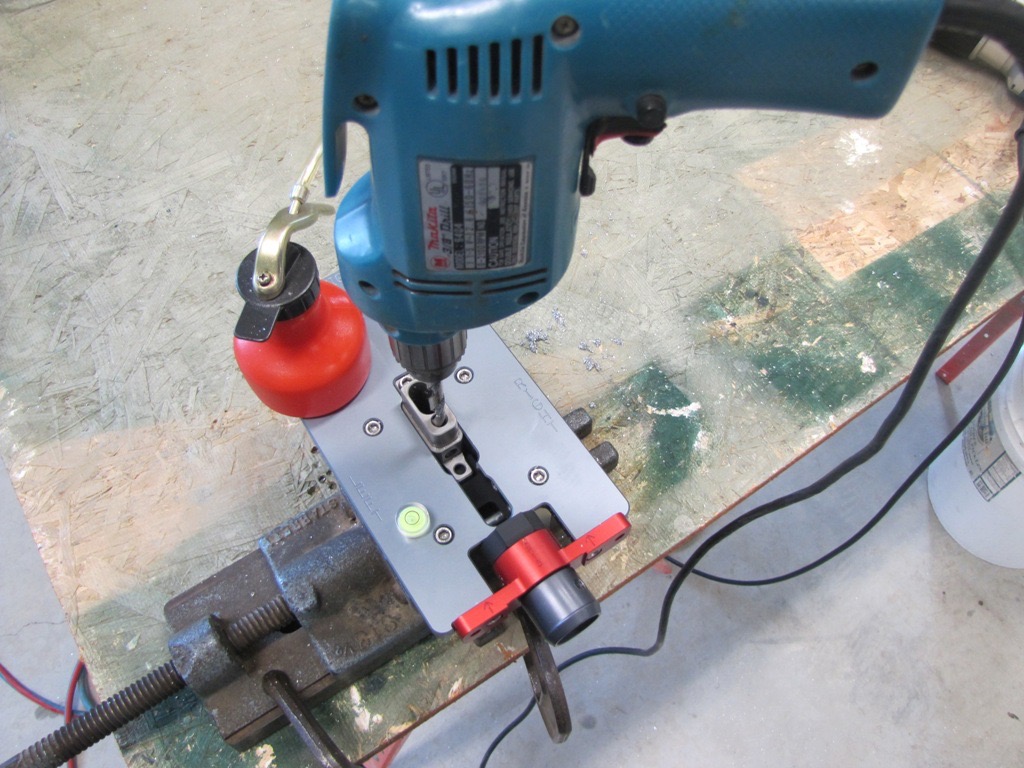
Remove the entire jig and lower receiver combination, vacuum off the worst of the chips, then reclamp on one side in your vise (Photo 13). Reinsert the long pin into the “A” hole. Make sure it’s level and use the 5/32” drill bit with cutting fluid on the bit and in the holes. Put the bit all the way into the hole against the lower receiver before starting the drill. Only drill through one side of the receiver. Again, just light pressure and about 3/4 speed of the drill. Do the same for the 3/8” hole. About half speed, just light to medium pressure. Turn the unit over and drill the three holes on the other side.
Done!
Cleanup

Go ahead and remove the lower receiver from the jig (Photo 14). Unscrew the buffer screw, remove the long and short pins from the takedown and pivot pin holes and remove the long black bolt running between the two side plates. The lower is quite messy with oil and aluminum chips. Don’t wipe it off; vacuum the worst and rinse with a hose over a bucket. Then wash it with dish soap so the finish doesn’t get scratched by the metal chips.
(To be concluded tomorrow, in Part 3.)
Thank you for sharing.
If I could find a local retailer (no shipping) that would sell these for cash, I’d be buying 100 of them every weekend…
It seems unlikely you could personally use all those billets so I am wondering if you are thinking of machining and selling then? If so I am pretty sure that would get you a visit from the Feds unless you are an FFL and follow all the procedures required to sell a firearm. Stockpiling 80% to sell as 80% is different.
Bob: It really is not any of our business what anyone does with their lowers they purchase with their money. How much food do you have? Asking for a friend.
An well written article but like locking the door after the horse ran off a bit of poor timing. A year or 18 moths ago might have been awesome. Why am I saying this?
My Credit Card Company sends me a yearly summery of my purchases. I know that in the past decade or so Divorce Lawyers have gotten this information to use in court, SO I must assume that the 3 letter Agencies (Cough NSA, FBI etc., Cough) also use their taxpayer funded supercomputers to sift through credit card purchases looking for “interesting” tidbits for Human Analysis.
I strongly suspect that given the FBI’s public statements avoiding calling out Antifa and Burn Loot Murder as anything but a “myth” or “Peaceful Protesters” BUT telling Joe 6 pack CNN watcher and VOTER that the REAL DANGEROUS Terrorists are well, White, middle aged (and Boomers) Militia that any Credit Card purchases of AMMO, firearms, Firearm COMPONENTS (like AR uppers eh?) has been sifted for human analysis.
So your “ghost guns” unless completely created by cash parts purchases FROM folks you KNOW will not roll over on you when the Feds show up looking for their sales records AND cash only Ammo are not realistically hidden. Will your friends sacrifice their families to protect your anonymity? Time will tell.
Hard to say “I lost them in a tragic boating accident 2 years ago Sir” when the Team Leader is looking at his I-Pad and asking “The Sir WHY did you buy and receive 2K 5.56mm green tip two months ago?”
Treating Antifa as Soyboys and the 3 letter types as stupid will not go well for you and your family.
Real Trouble is coming. Our Forefathers pledged “Their Lives, their Fortunes (an neat way to say the family home-farm and families survival) , and their Sacred Honor to the American Rebellion.
Soon we will all have that decision to make, MAKE sure your family is in agreement. Betrayal from inside the family is the nastiest.
The letters between George Washington and His wife are illuminating about the personal and family risks of rebellion to the crown. George was a noted wealthy British Citizen, giving hospitality tea parties to the British Governor while sending “Letters of Correspondence” by trusted men to other rebels.
Even our own American Revolution had to hide their weapons and act like peaceful citizens when the British had superior firepower at hand. The famous “Shot heard around the world” was a last ditch effort to slow the British from confiscating a critical ammo magazine and thus disarming the revolution. Even so with effort at Concord Bridge the heavy weapons of cannons and a lot of the powder was lost to the second British effort to take that magazine.
Only the French military support and sending Mr. Dupont a noted French powder maker to serve the colonies needs (Dupont Powder anybody? still here) gave us enough ammo to fight the crown.
Look to your family, look to your credit card purchases. Ask yourself honestly what bragging you did to whom? What is likely to be known by unfriendly eyes? How many “See something, SAY Something” folks know WHAT about you?
All social media is scanned even this one by folks who are not your friends. Make realistic plans as so far their plans seem to pick us off one by one in a public manner to cow the others from acting in self defense.
I am waiting until they start “Finding” Child Porn on militia leaders computers as they know that will push us away from that person in disgust. Easy to do as THEY have the computer and a simple data stick…
Real trouble is coming.
I concur, Michael.
I sometimes wonder why I am so naïve and trusting. A couple months ago I decided that I wanted to buy another handgun. I went to my local gun shop and did just that, but spent some talk time with the owner. He mentioned that it was about time for the BATFE to visit the store, which he says they do about every 6 months. I asked “what for?”. He said that the gun shop must make copies of every transfer/application form for a firearm purchase and that the BATFE takes the copies with them. In the past I had been told that the BATFE didn’t see these forms.
I was suspicious, but trusting…Stupid.
Michael, this might help you out a little. What I do, is buy either Visa or MasterCard debit cards from the supermarket with cash. I then go online and register them under my name using my first name and my full last name with 2 letters reversed. I already know the address of a UPS Store 1 town over and know they charge $5.00 to receive a package for people even if they don’t rent a UPS box. I use the UPS Store address for the debit card registration and a proton mail e-mail.. When I order products on-line I use the name I registered the card under. I then get a call from the UPS Store that my package has arrived. I show my ID, pay $5.00 and leave with my package.. No one has ever caught the reversed letters on my last name.. Stay well and grey..
CK Bristol your ideas while clever, like the infamous burner phones has been overtaken by the power of computers.
As I have a relative that used to work in a 3 letter agency I’ve talked to him about such tactics. He laughed while we shared some beers.
Computers scan all data assigning Points according to the programming.
Have you noticed you don’t have to type in Mastercard because once you enter the first few numbers the computer already KNOWS it’s a Mastercard? All series of credit card, debt cards and disposable Pre-Paid Walmart (for example) cards have set series numbers.
The FIRST Entry on the Pre-paid is the Walmart (for example) date it was bought, where it was bought and the amount on the card.
Disposable Pre-paid cards have a high point value. Something about being popular with drug folks?
All the alternative places like Post Offices, UPS addresses and such are in the system.
Alternative addresses also have a high point value. Probably the same reason as Pre-paid cards.
Keywords like 80% lower and Building Jig, AR Upper and Bolt Carrier group has a number value assigned. Certain Ammo types high point value.
Our Beer talk was in the 90’s so maybe all credit card ammo buys have point value now? I don’t know, He died a few years ago.
Your reversal of the first two letters is nice but again with a Whole Name BEST MATCH with in 20, then 50 them 100 mile radii from that UPS will give the now VERY INTERESTED Human Analyst something to add to his annual Promotion review..
They have a limited number of human analysts but the Computers ability to search large amounts of data and assign points helps them focus on the high value subjects of interest.
The internet has become a powerful tool for tyrants. Add to that the almost universal use of that government approved surveillance device known as a Cell Phone (off or on no matter to a Stingray system) that they can turn on remotely for listening (under warrants Yeah Right Lately eh?)
Now do you understand why the Government wants to eliminate CASH?
Michael, If I may expand a little bit on your comment:
“Have you noticed you don’t have to type in Mastercard because once you enter the first few numbers the computer already KNOWS it’s a Mastercard?”
The very first number of your credit card will dictate the type. For those of you that don’t know:
3 = American Express
4 = Visa
5 = Master Card
6 = Discover Card
Michael,
Your call to OPSEC and vigilance is so right on. Maybe too late for some. For others, a timely wakeup call. I know I often take many things for granted and love-love-love the convenience of credit cards.
Just now reading a book about Tsarist Russia. Convenience for them was a bucket of water in the house instead of having to go to the spring. Convenience is neither good nor bad, just seductive.
Can we stay awake as we enjoy our conveniences?
Carry on
Thanks for the comments friends. My point is never how resistance is futile but to look at what IS and plan around those facts.
The Deep States-Socialist-Democrat-Media LAWFARE against American who DARE to Self Defense is a real problem. Thus the public mauling of those that resist in the Media. Plan around it, your family will have to deal with the costs of and losses.
You are wise to follow Ole Remus’s advise to “Stay away from crowds” BUT as a wise old friend told me “You might not be interested in the Revolution BUT the Revolution is Interested in You”.
So we have to plan around times that the mob shows up in our quiet little areas. Sadly currently protected by the Soros paid for Socialist-Democrat Politicians and DA’s.
As Alexander Solzhenitsyn said “At what exact point, then should one resist the communists? … How we burned in the prison camps later thinking: what would things have been like if every security operative, when he went out at night to make an arrest, had been uncertain whether he would return alive and had to say good-bye to his family?
A person is disarmed only by their own choice. Even if I was caught with out a “Weapon” on me a sock and a rock someone’s going to have a bad day and I am likely to have a better weapon.
Sometimes the correct choice is to bend like a willow but STAY Rooted in the truth until you can respond properly.
Those diners in DC recently were verbally and physically threatened by an Antifa Mob to lift a fist and chant their “Silence is Violence” nonsense. You may be forced to comply to protect your kids and wife at that time but remaining rooted in the Truth later you can give them YOUR TRUE Opinion about “Silence is Violence”.
Sun Tzu said
“He will win who knows when to fight and when not to fight.”
“Who wishes to fight must first count the cost.”
“Bravery without forethought, causes a man to fight blindly and desperately like a mad bull. Such an opponent, must not be encountered with brute force, but may be lured into an ambush and slain.”
“If there is disturbance in the camp, the general’s authority is weak.”
Good tactics against Mobs (not Sun Tzu, just my thought) the mob (and traitors) have to sleep somewhere.
“Those skilled at making the enemy move do so by creating a situation to which he must conform; they entice him with something he is certain to take, and with lures of ostensible profit they await him in strength.”
Plenty more, it’s worth reading Sun Tzu.
Also at the woodpile that happily remains even as Ole Remus passed (a great loss) in the left sidebar is the readers digest version of “The Rules for Radicals” THEY Operate using these principals, You and I NEED to UNDERSTAND them as to defeat them as Sun Tzu said:
“If you know the enemy and know yourself, you need not fear the result of a hundred battles. If you know yourself but not the enemy, for every victory gained you will also suffer a defeat. If you know neither the enemy nor yourself, you will succumb in every battle.”
Right now our Republic is in the chaos of a CIA Textbook Color Revolution. You and I are but bit players in this Street Theater.
Things can get as bad as Bosnia’s Ethnic Cleansing aka Race War, Economically as bad as Venezuela’s situation where our dollar will be as worthless as the Confederate Dollar and criminals are used as auxiliary troops to rule areas for the “Government”.
Prayer and Faith is as important as weapons and ammo. Know yourself, have a working relationship with your creator. Pray for the Republic and that Trump, Barr and Co do the right thing (That MAY JUST set off the Civil War anyway) to cripple the Traitors and hopefully restore our Constitutional rule of law.
True Friends, Faith, Skills, Tools to use those skills, will carry most of us though this time of troubles. True Friends are RARE, beware of Betrayal.
I’d rather have two I trust with my life than a dozen and wonder which one is the weak link or a Plant.
I will close with Ecclesiastes 4:11-12
11Again, if two lie down together, they will keep warm; but how can one keep warm alone? 12And though one may be overpowered, two can resist. Moreover, a cord of three strands is not quickly broken.
After reading this short series, I am grateful for the simplicity of the GG3 process. If there is interest, I would be willing to write up a similar description of that method.
By the way, I am only seeing 80% lowers at the $80 price point and up, and that is for the basic unfinished aluminum. Anodized ones are over $100. Are there sources for these that I am missing out on? I haven’t seen a $30 lower this past year.
It’s not only “to hide muh guns from da goberment” it’s also kinda fun. It’s like loading ammo or building anything. Take pleasure in your creation. I’m amazed every time I make something and it actually works.
Pride in the build, skills of the few
I have made both the aluminum and polymer lowers using my drill press. I bought an XYZ clamp from Harbor Freight and it worked great.